如何解决瓦楞纸板弯翘问题,广州UV油墨厂家给您出解决方案
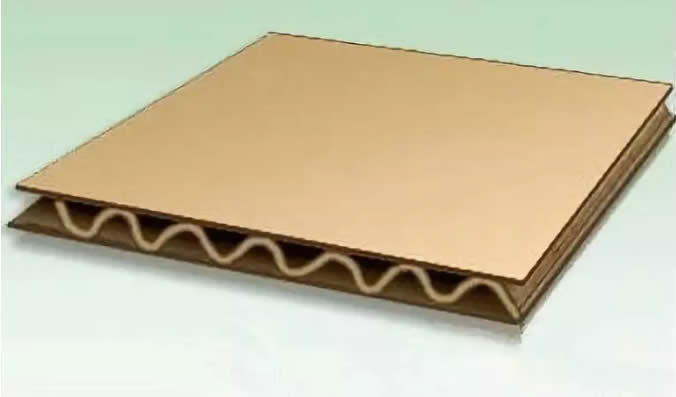
瓦楞纸板平整度是纸箱生产技术中的重要指标之一,它直接关系到产品印刷、模切或开槽切角的质量。
瓦楞纸板弯翘,会产生:
瓦楞纸板多拱形状、机械化吸附式送印时容易卡住及造成纸板报废而被迫停机清理;
双色印刷或多色印刷中容易产生着墨不匀、套色不准、颜色叠边出现空隙等;
在开槽机上开槽走位,纸箱上下摇盖重叠或离缝;
模切送料同样会产生卡住和模切走位等弊病,均有可能导致纸板报废、或设备损伤而被迫停机整理。
总之,纸板平整度差会使送料不便并造成生产过程中次废品增多。
为了提高瓦楞纸板平整度,确保产品质量合格率和正常的生产效率,我们在纸箱生产实践中不断测试分析,摸索出了一些改进方法,现概括如下:
瓦楞纸板平整度差的外观形状
瓦楞纸板平整度差的外观形状大体分为三种:横向拱形、纵向拱形和任意拱形。
横向拱形,是指沿着瓦楞方向产生的拱形;
纵向拱形,是指纸板沿着生产线速度方向产生的拱形。
任意拱形,是指沿着任意方向产生起伏的拱形。
面纸表面拱起的称为正拱形,里纸表面拱起的称为负拱形,面、里纸表面各有起伏的称为正负拱形。
影响纸板平整度的主要原因
① 面里纸种类、等级不同。
有进口、国产牛皮纸、仿牛皮纸、瓦楞纸、茶板纸、高强度瓦楞纸等,又分A、B、C、D、E级。按纸质差用料,一般面纸比里纸要好些。
② 面里纸主要技术参数不同。
从纸箱性能要求或用户从降低成本考虑,要求纸箱的面里纸有别,通常是:
面里纸定量不同。有面纸比里纸定量大的,也有小的。
面纸里纸含水率不同。因供货方、运输库存等环境湿度不同,有面纸比里纸含水率大的,也有小的。
面里纸定量、含水率都不同。一是面纸定量大于里纸,含水率大于里纸或小于里纸;二是面纸定量小于里纸,含水率大于里纸或小于里纸。
③ 同批纸含水率不同。
一部分纸含水率大于另一部分纸或筒纸两端间、外缘侧与内;芯侧含水率不同。
④ 纸经预热器的(包角)受热面,长度选择和调节不当或(包角)受热而长度不能任意选择或调节,影响了预热烘干效果。
⑤ 不能正确使用蒸汽喷雾装置或设备上无喷雾装置,因而不能任意增添纸的湿度。
⑥ 纸经预热后散发水分时间不足或环境湿度大、通风差、生产线速度不当。
⑦ 单面瓦楞机、涂胶机的上胶量不当、不均而引进纸板收缩不均。
⑧ 蒸汽压力不足、不稳,疏水阀等配件损坏或管道积水末排净导致预热器不能正常稳定工作。
有关因素、参数测试及定性分析
针对如何改进纸板平整度的问题,我们对常用的几种纸的物理性能、工艺设备等有关因素、参数进行了测试及简要定性分析。
① 同种纸质定量增加,收缩率稍有减少。
部分进口牛皮纸、国产牛(仿)皮纸、茶板纸、高强度瓦楞纸的定量、含水率、收缩率之间的关系。
② 瓦楞纸板生产线所供蒸汽压力与预热器表面温度成正比。气压越高,预热器表面温度越高。
③ 定量大、含水率高的纸,预热烘干慢,反之则快。
不同定量、含水率的纸,在气压1.0Mpa/cm²(172℃)预热器上预热烘干所需时间。
④ 纸在预热器上烘干受热面长度(包角)越大,含水越低。
含水率10%的不同定量的纸在预热器温度172℃,生产线速度0.83m/s的情况下,受热面长度与烘后含水率的关系。
⑤ 单面瓦楞纸在预热后,自然散发水分慢,电扇通风散发水分快。
定量220g/m²与150g/m²单面瓦楞纸经172g/m²预热后含水率为13%,在温室20℃,湿度65%的环境中水分的自然散发与电扇通风散发快慢对比。
定性分析
上述测试结果表明,纸质、定量、含水率不同,它的收缩率也不同,这是纸的重要物理性质。面里纸用料相同,纸板容易达到较好的平整度,反之就难。要综合考虑以上五个主要因素的变化,进行适当的调节。
平整度的好差取决于各层纸的收缩率大小,要使纸板具有较好的平整度,各层纸的收缩率就必须基本相同,其中最为主要的是面里纸。
面纸收缩率小于里纸呈正拱形,反之呈负拱形,面里纸收缩率局部不均则成正负拱形。从生产线纸板形成的过程分析,控制收缩率大小可分两个阶段。
① 瓦楞形成阶段
即为原纸投料至二次涂胶之前的各道工序,是控制收缩率的关键阶段。
要根据面里夹瓦各层纸质、蒸汽压力、环境温度和湿度的实际情况,分别选择调节好预热温度、受热面(包角)长度、通风散发水分方式、蒸汽喷雾、上胶量、生产线速度技术参数,使各层纸通过合适有效的工序控制,各自自由收缩,最终收缩率达到基本相同。
② 纸板成形阶段
即为二次涂胶至后道工序的粘合、烘干和烫平。此时,各层纸已不能各自自由收缩,粘成纸板后各层纸收缩受到互相制约,粘合点可谓是纸板产生拱形的始点。
要选择和调节好上胶量、烘板温度、生产线速度等技术参数,把收缩率的差异控制到最小限度,尽可能烫平纸板产生的拱形。
瓦楞纸板平整度的改进思路
① 要求供方提供的原纸具有合格稳定的定量和含水率,运输及装卸中避免雨水淋湿,厂内储存时保持基本恒定的环境湿度。
② 面里纸选料尽可能采用同种纸质或定量、含水率、等级基本相同的纸质。
③ 含水率大的纸经预热器的受热面(包角)长度加大、用电扇通风、增加散发水分时间,减慢生产线速度;含水率小的纸经预热器的(包角)受热面长度减小、自然通风、蒸汽喷雾,加快生产线速度。
④ 各层纸的上胶量保持一致,沿瓦楞方向全幅宽度上上胶量均匀适中。
⑤ 气压稳定、疏水阀等管道配件保持正常功能。
影响瓦楞纸板平整度的因素很多,会随着平整度各因素之间的变化,改进需因地制宜,有的放矢,抓住主要矛盾力求解决。下面举例说明生产单双瓦楞纸板中常见的问题。
★ 纸板横向呈拱形
已知:面纸为250g/m²A级牛皮纸,含水率7.7%;(夹)瓦纸为150g/m²国产高强度瓦楞纸含水率10%;里纸为250g/m²9B级牛皮纸,含水率14%;气压1.1Mpa/cm²,生产线速度60m/min。
【改进方法】:
① 里(夹)瓦纸经预热器(包角)受热面长度分别增加1至1.6倍、0.5至1.1倍。
② 里(夹)瓦线在生产线桥架上移动处采用0.9KW电尉中速通风,车间开窗自然通风。
③ 面纸均匀少量蒸气喷雾。
④ 生产线速度减至50m/min左右。
按上述选择参数适当调节,原横向正拱形可以消失。
【纸板从纵向呈负拱形改进方法】:
① 面纸在三层预热器前增加运动阻力,加大筒纸旋转制动力。
② 里瓦纸在三层预热器前的导向轮、张紧轮等减少运动阻力。
③ 适当调节后原纵向正拱形可以消失。
★ 纸板横向呈负拱形
已知:面纸为200g/nfB级仿牛皮纸,含水率8%;气压1.0Mpa/cnf;生产线速度50m/min。
【改进方法】:
① 面(夹)瓦纸经预热器受热面长度分别增加0.9至1.4、0.6至1.12倍。
② 里纸减少预热器受热面长度或用蒸汽少量喷雾。
③ 生产线速度增至60m/rain左右。
【纸板纵向呈负拱形改进方法】:
① 面纸在三层预热器前减少运动阻力少筒纸旋转制动力。
② 里瓦纸在三层预热器前的导向轮、张紧轮等增加运动阻力。适当调节后原纵向正拱形可以消失。
★ 纸板纵向呈负拱形
已知:面纸为200g/m²B级牛皮纸,含水率13%;(夹)瓦纸为150g/m²高强度瓦楞纸,含水率10%;里纸用200g/m²B级仿牛皮纸,含水率8%;气压1.0Mpa/cm²;生产线速度50m/rain。
【改进方法】:
① 面(夹)瓦纸经预热器受热面长度分别增加0.9至1.4、0.6至1.1倍。
② 里纸减少预热器受热面长度或用蒸汽少量喷雾。
③ 生产线速度增至60m/min左右。
【纸板纵向呈负拱形改进方法】:
① 面纸在三层预热器前减少运动阻力,减少筒纸旋转制动力。
② 里瓦线在三层预热器前的导向张紧等增加运动阻力。
★ 纸板呈正负拱形
因正负拱形一般有两种,改进方法各异此仅说明常见的横向正负拱形。
已知:面纸为180g/m²牛皮纸,含水率8值14%;气压为1.1Mpa/cm²;生产线速度70m/min。
【改进方法】:
① 在横向正拱形区域内面纸局部用蒸汽喷。
② 在横向负拱形区域内里纸局部蒸汽喷雾。
③ 生产线速度减至60m/min左右。
④ 对里瓦纸进行180°方向调整。
另外,有一种弥补方法,就是对刚从生产线制成的部分拱形较大的纸板,以10片左右为一叠正反叠放后上方加压板,让纸板在半成品存放过程中受到正反压平的外力作用,数小时后(据厂房通风、散热条件)可以达到较好的平整度。
设想与建议
目前,随着包装工业生产自动化水平的提高,纸板印刷、模切、开槽切角、粘合、装订、捆扎等多功能机作业和纸箱用户的机包装生产线得到广泛应用,平整度的要求越来越高,不符合要求的纸板便会被包装生产线自动停机或退出。我们认为针对瓦楞纸板平整度应有一个规范,这样便于操作者和质检员遵循作业检测,有利于控制工序质量。
瓦楞纸板平整度须在无任何外力作用下水平放置后测量,以弦高为量值。平整度分为3级:
一级精度适合印刷模切开槽切角等多功能机生产,用于精度高的机包装纸箱;
二级精度适合印开模切机生产,用于精度较高的包装纸箱;
三级精度适合印刷、分切压痕、开槽机等单机生产,用于精度一般的包装纸箱。
★ 改进完善瓦楞纸板生产线设备
① 各层纸需要的预热器,特别是面里纸需用的预热器,要能使纸的受热面长度(包角)可任意调节;
② 各纸经过预热器后散发水分要有足够空间,特别是保证面纸散发水分的空间;
③ 各纸预热后散发水分的区域需加设电扇通风装置。
相信今天的分享一定帮助很多小伙伴解决了在瓦楞纸板弯翘方面的问题,好的文章需要大家的支持与转发,欢迎推荐给身边需要的小伙伴哦~
华南地区专业生产纸袋包装油墨的厂家--广州市阿尔斯油墨有限公司
广州市阿尔斯油墨有限公司成立于2004年,占地面积约20000平方米,已通过ISO9001:2015国际质量管理体系认证、ISO14001:2015国际环境管理体系认证国家环境标志产品认证(绿色十环认证),获得美国大豆环保协会认证,并当选为中国日用化工协会油墨分会第八届理事会理事单位。产品符合国家标准、欧盟新标准、美国限制指令等环保要求。
公司成立以来,始终秉承“锐意创新、与时俱进”的可持续发展战略,不断开发出具有竞争力的新产品。提出了《UV胶印油墨质量可控制性》的基础理论,攻克了胶印印前存在的一系列难题。公司主营“A尔斯”战略品牌下的平版UV胶印油墨、胶印轮转热固油墨、胶印轮转冷固油墨;胶印UV油墨(胶印紫外光固化油墨)、UV涂布光油、UV涂布逆向光油;水性涂布光油、水性涂布哑油等系列产品已得到了印刷行业的认可。公司本着“以客为先”的经营理念,着力于UV胶印油墨在实践应用中的难题,加大科研力度连续攻克了胶印存在的一系列难:特别是“A尔斯”哑粉纸油墨解决了哑粉纸印刷长期存在容易拖花、脱色等问题;“A尔斯”合成纸油墨解决了金银卡纸印刷长期存在附着力差、容易脱落、上机容易结皮、印品难干等问题;“A尔斯”UV涂布逆向光油解决了UV印刷长期存在的易爆、易脱、难烫金等问题,填补了国内外同类产品多项空白。“A尔斯”系列产品无论是普通UV胶印油墨还是UV胶印油墨的质量均居全国前列,特别是在抗磨、防脱方面已达到国际领先水平,得到了各地相关企业的一致好评,在印刷领域也得到了广泛的应用。




















